
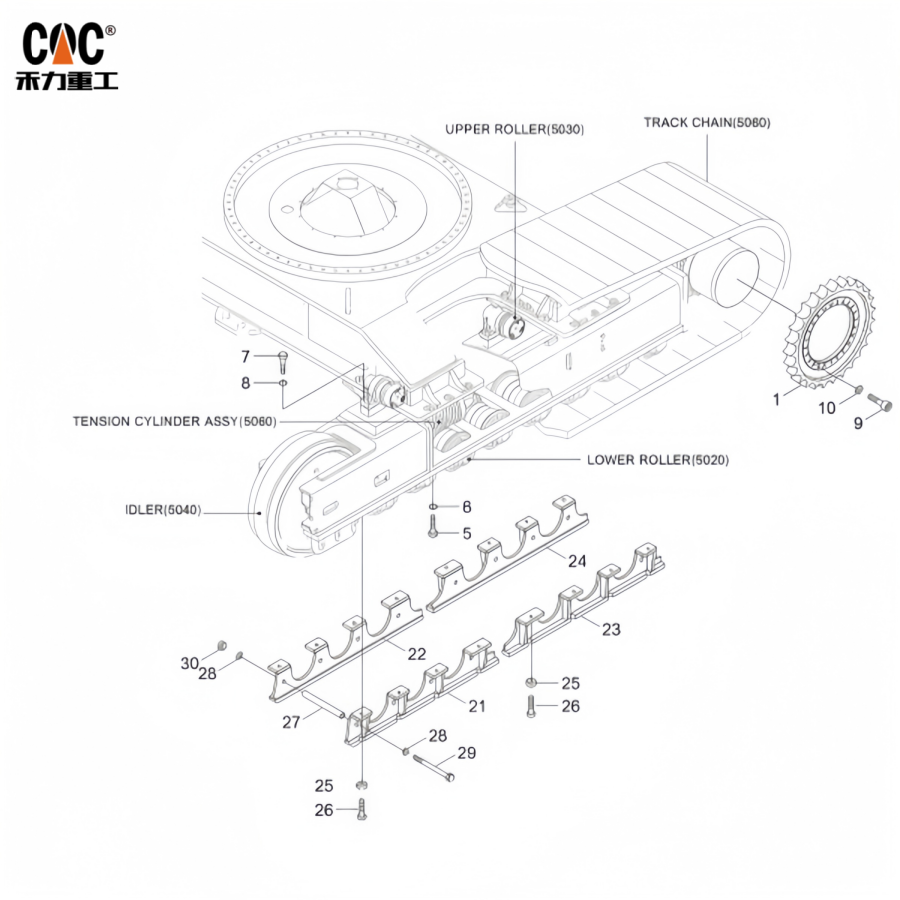
Conjunto de rodillos inferiores de oruga para HYUNDAI 81QE11010 R1250/Componente de chasis para excavadora de cadenas de servicio pesado - HELI MACHINERY MANUFACTURING CO.,LTD (CQC TRACK)


Libro blanco de ingeniería: ElConjunto de rodillos inferiores de la oruga HYUNDAI R1250 81QE11010:Una síntesis de ingeniería de precisión certificada y de servicio severo por HELI MACHINERY MANUFACTURING CO., LTD.
Identificador del documento: TWP-CQC-HMMCL-81QE11010-01
Fecha de publicación: diciembre de 2025
Clasificación: Especificación Técnica Pública
1.0 Resumen ejecutivo: La ventaja de la ingeniería de certificación
Este documento técnico describe la filosofía de ingeniería, el rigor de fabricación y las especificaciones de rendimiento del conjunto de rodillos inferiores de oruga HYUNDAI 81QE11010 para la excavadora de cadenas de servicio pesado clase R1250, diseñado y producido por HELI MACHINERY MANUFACTURING CO., LTD. (con la marca CQC TRACK). En una industria donde la falla de un componente implica tiempos de inactividad catastróficos, nuestra oferta trasciende el paradigma de una simple pieza de repuesto. Representa un producto con ingeniería de certificación, donde los estrictos protocolos sistematizados del marco de Certificación de Calidad de China (CQC) están integrados en cada etapa de su ciclo de vida, desde el abastecimiento metalúrgico hasta la auditoría final.
La tesis central de este conjunto es que la verdadera confiabilidad en aplicaciones de servicio pesado no es un resultado accidental, sino el resultado verificable de un proceso controlado y auditado. HELI MACHINERY opera bajo un marco de certificación multinivel, con reconocimiento del sistema de calidad ISO 9001:2015 y múltiples certificados específicos de certificación de producto CQC (p. ej., CQC17704176145). Esta doble base exige un sistema de aseguramiento de la calidad en fábrica que abarca desde la verificación de proveedores y la validación de componentes clave hasta el mantenimiento preciso de los equipos de producción y la gestión de registros exhaustivos durante al menos 24 meses. Para el operador del R1250, esto se traduce en un componente del tren de rodaje cuya consistencia y durabilidad documentadas se diseñan, fabrican y verifican constantemente, lo que minimiza el costo total de propiedad mediante la maximización del tiempo medio entre fallas.
2.0 Desconstrucción del Protocolo de Fabricación con Ingeniería de Certificación
El valor del conjunto 81QE11010 reside en la disciplina del sistema de inspección y supervisión de fábrica de CQC. La siguiente tabla muestra cómo estos procedimientos obligatorios se traducen directamente en la calidad y trazabilidad tangibles de los componentes.
| Requisito de garantía de calidad de fábrica de CQC | Implementación en producción 81QE11010 | Beneficio de ingeniería y confiabilidad para el usuario final |
|---|---|---|
| Programa de selección y gestión de proveedores | Investigación y aprobación rigurosas de proveedores de piezas forjadas de acero aleado y materiales de sellado especiales. | Garantiza la integridad de la materia prima, determinante fundamental de la vida útil por fatiga y la resistencia al impacto. |
| Inspección y verificación de componentes clave/materiales | Inspección de entrada de piezas en bruto de rodillos forjados y bujes de aleación sinterizada según especificaciones certificadas. | Evita que materiales de calidad inferior entren a producción, una aplicación directa del principio de “primera responsabilidad” de CQC. |
| Pruebas de confirmación periódicas para componentes clave | Muestreo periódico y pruebas de laboratorio de dureza del material, microestructura y composición química. | Proporciona una validación continua y objetiva de que las propiedades del material permanecen dentro de los límites de ingeniería especificados. |
| Sistema de mantenimiento de equipos de producción | Mantenimiento preventivo programado para tornos CNC, unidades de temple por inducción y rectificadoras. | Garantiza la precisión del mecanizado y la consistencia del tratamiento térmico, lote tras lote. |
| Procedimientos de pruebas de rutina y confirmación | Inspección dimensional al 100%; muestreo para pruebas de carga dinámica y validación de integridad del sello. | Se verifica el ajuste de cada unidad y el rendimiento de la muestra se confirma estadísticamente frente a los estándares de prueba de tipo. |
| Control de productos no conformes | Cuarentena sistemática y análisis de cualquier pieza que no cumpla con algún punto de control de inspección. | Garantiza que solo se ensamblen componentes que cumplen todas las especificaciones, salvaguardando la integridad del producto final. |
| Auditoría interna de calidad y revisión de la gestión | Auditorías internas programadas y revisiones de gestión de todo el sistema de gestión de calidad. | Impulsa la mejora continua y garantiza la eficacia sostenida del sistema. |
| Retención integral de registros (≥24 meses) | Trazabilidad digital completa para cada lote de producción: certificados de materiales, registros de tratamientos térmicos, resultados de inspecciones. | Proporciona una transparencia incomparable y admite el análisis de garantía o fallas con datos concretos. |
3.0 Exégesis técnica: Ingeniería a nivel de componentes bajo certificación
El marco CQC define el "cómo"; la ingeniería avanzada define el "qué". El conjunto 81QE11010 es una obra maestra en ciencia de materiales específicos y diseño mecánico.
3.1 Cuerpo y brida del rodillo: forjados y endurecidos para resistir la abrasión Dominion
- Material: El núcleo es una pieza forjada de acero de aleación de grano fino de alta resistencia 40SiMnTi o 50Mn. Esta selección prioriza la templabilidad y la tenacidad excepcionales del núcleo sobre los aceros comunes de menor calidad.
- Proceso: Sometido a temple por inducción profunda controlado por computadora. Los parámetros del proceso se documentan meticulosamente según los registros de control de procesos exigidos por CQC.
- Especificación: Alcanza una dureza superficial de 58-62 HRC con una profundidad de capa efectiva controlada de 8-12 mm, que da paso a un núcleo tenaz de 38-42 HRC. Esta superficie profunda, de dureza vítrea, está diseñada para soportar el desgaste abrasivo extremo de la roca y el suelo pulverizados, mientras que el núcleo dúctil absorbe los impactos de alto impacto propios de la minería y la explotación de canteras, previniendo fracturas frágiles catastróficas.
3.2 El eje de sellado: un sistema tribológico y de contención
- Eje: Fabricado en acero de aleación 40Cr o 20CrMnTi cementado, rectificado con precisión hasta obtener un acabado de espejo (Ra ≤ 0,4 μm). Esto minimiza la fricción y el desgaste en la interfaz de sellado, un factor crucial para la integridad a largo plazo.
- Buje: Utiliza una aleación de cobre sinterizado de alta densidad impregnada en aceite. Este material ofrece excelente adaptabilidad y capacidad de carga, y el lubricante incorporado proporciona una fuente secundaria de lubricación de emergencia.
- Sistema de sellado: Emplea un sello laberíntico multietapa adaptable a la presión. Este sistema integra un anillo de desgaste metálico flotante primario para desviar los abrasivos gruesos, un sello de caucho de nitrilo de múltiples labios activado por un diseño de resorte patentado y un laberinto purgado con grasa. Está diseñado para mantener la integridad bajo la alta presión estática de la inmersión profunda en lodo y la presión dinámica de la rotación de la oruga a alta velocidad.
3.3 Ensamblaje y validación final: La puerta final
El montaje se realiza en un entorno controlado. La cavidad se purga y se llena con una grasa de complejo de litio de extrema presión (EP) específica para un amplio rango de temperaturas (de -30 °C a +150 °C). Antes de su envío, cada unidad se somete a una prueba operativa final para comprobar la suavidad de rotación y la integridad del sellado. Esta comprobación final es obligatoria en la inspección de rutina definida por el CQC, lo que completa el ciclo del control de calidad de la producción.

4.0 Cumplimiento, intercambiabilidad y compromiso de desempeño
- Compatibilidad OEM: El 81QE11010 está diseñado para una intercambiabilidad directa y sin modificaciones con el sistema de tren de rodaje de la HYUNDAI R1250. Todas las dimensiones críticas de la interfaz (diámetro del eje, paso circular del orificio del perno, ancho total y perfil de la brida) se mantienen con tolerancias estrictas.
- Garantía de Rendimiento: El componente cuenta con una garantía de rendimiento respaldada por su proceso de fabricación certificado. La extensa documentación requerida por la supervisión de CQC proporciona una base objetiva para esta confianza.
- Garantía de suministro global: HELI MACHINERY MANUFACTURING CO., LTD. respalda la logística global con embalaje estándar de exportación y documentación de certificación completa, incluidos certificados de prueba de materiales e informes de inspección de fábrica, lo que facilita la adquisición transfronteriza sin problemas.
5.0 Conclusión: Redefiniendo el valor a través de un proceso verificable
ElConjunto de rodillos inferiores de la oruga HYUNDAI R1250 81QE11010de HELI MACHINERY (CQC TRACK) representa una evolución definitiva: de un repuesto básico a un componente de ingeniería con garantía de proceso. Su superioridad no solo se proclama, sino que se refuerza estructuralmente mediante los rigores de la certificación de producto de CQC y la supervisión de fábrica. Este enfoque de certificación e ingeniería garantiza que cada unidad entregada sea el resultado directo de un diseño rigurosamente probado y aprobado, fabricado dentro de un sistema de calidad sujeto a supervisión anual y auditorías sin previo aviso.
Para el gerente de equipos exigente, la propuesta de valor es clara: invertir en un componente cuya larga vida útil y fiabilidad inquebrantable están intrínsecamente integradas en su esencia y validadas por uno de los sistemas de evaluación de calidad más rigurosos de la industria manufacturera. Esto se traduce en la métrica definitiva para maquinaria pesada: máxima disponibilidad de la máquina y mínimo coste por hora de funcionamiento.
Aviso legal: Las especificaciones y diseños están sujetos a mejoras continuas. Se recomienda verificar la compatibilidad del modelo exacto de la máquina y el número de serie antes de la compra. La información de la certificación CQC se basa en las credenciales públicas del fabricante y los protocolos estándar de CQC.
Categorías de productos
-

w154A-Z2/rodillo de oruga-rodillo inferior-mini excavadora...
-

Rodillo de oruga para excavadora Doosan (200104-00012A, 20...)
-

CQC-Miniexcavadora/YQS35 rodillo de oruga de repuesto...
-

HITACHI/EX3000-(9066272,A7635000M00)-rodillo de seguimiento...
-

Piezas de maquinaria de construcción personalizadas para excavadoras...
-

Venta caliente SK60 SK200/ 24100N6292F2/24100N8009...






